随着工业的飞速发展和人口的不断增加,能源,资源和环境等问题日趋严重,近30年来,能源的短缺变的突出。采用传统的好氧生物处理方法处理废水要消耗大量能源,发达国家用于废水的能耗已占到了全国总电耗的1%左右。废水好氧生物处理方法的实质是利用电能的消耗型来达到改善废水品质使其符合水域环境质量要求的一种技术措施。所以,废水好氧生物处理是耗能型的废水处理技术。在众多的废水生物处理工艺中,人们又重新认识采用厌氧生物处理工艺处理有机废水和有机废物技术。
1、废水厌氧生物处理概述
1.1厌氧消化的基本原理
有机物厌氧消化产甲烷过程是一个非常复杂的由多种微生物共同作用的生化过程。M.P.Bryany(1979)根据对产甲烷菌和产氢产乙酸菌的研究结果,提出了三阶段理论。
第一阶段为水解发酵阶段。在该阶段,复杂的有机物在厌氧菌孢外酶的作用下,首先被分解成简单的有机物,如纤维素经水解转化成较简单的糖类;蛋白质转化成较简单的氨基酸;脂类转化成脂肪酸和甘油等。参与这个阶段的水解发酵菌重要是厌氧菌和兼性厌氧菌。
第二阶段为产氢蚕乙酸阶段。在该阶段,产氢产乙酸菌把除乙酸、甲酸、甲醇以为的第一阶段产生的中间产物,如丙酸、丁酸等脂肪酸,和醇类等转化成乙酸和兼性厌氧菌。
第三阶段为产甲烷阶段。在高阶段中,产甲烷菌把第一阶段和第二阶段产生的乙酸、H2、和CO2等转化为甲烷。
1.2厌氧处理工艺的发展概况
废水厌氧生物处理技术发展至今,已有120多年的了。早在1860年法国人LouisMouras把简易沉淀池改进为污水污泥处理构筑物使用。
1890年,Scoot-Moncereff第一个初步的厌氧滤池建造了一个底部空,上边铺一层石子的消化池。这也是第一个初步的厌氧滤池。
1899年Harry W.Clark设计了一个分离的消化器,先把污水沉淀后在厌氧发酵。
1956年Schroefer等人开发成功了厌氧接触法。标志着现代废水厌氧生物工艺的诞生。
1970年Wageningen农业大学的G.lettinga等人成功的开发了升流式厌氧污泥层(UASB)。该反应器具有很高的处理效能,获得广泛应用,对废水厌氧生物处理具有划时代的意义。
1982年McCarty等人认为厌氧生物转盘的转动与否对处理效果影响不大,与是开发了厌氧折流板反应器(ABR)。
这些新颖厌氧处理工艺的不断被开发出来,打破了过去认为厌氧处理工艺处理效能低,需要较高温度、较高废水浓度和较长停留时间的传统观念,厌氧处理是高效能的,可适应不同的温度和不同浓度。
本文将对McCarty等人开发的厌氧折流板反应器详细阐述。
2、ABR反应器
2.1 ABR反应器的工作原理及特点
ABR反应器是由美国Sstanford大学的McCarty等人[2,3]于80年初提出的一种高效新型厌氧反应器.如图1所示,ABR反应器内设置若干竖向导流板,将反应器分隔成串联的几个反应室,每个反应室都可以看作一个相对独立的上流式污泥床系统(简称USB),废水进入反应器后沿导流板上下折流前进,依次通过每个反应室的污泥床,废水中的有机基质通过与微生物充分的接触而得到去除[4]。借助于废水流动和沼气上升的作用,反应室中的污泥上下运动,但是由于导流板的阻挡和污泥自身的沉降性能,污泥在水平方向的流速极其缓慢,从而大量的厌氧污泥被截留在反应室中[5,6]。由此可见,虽然在构造上ABR可以看作是多个UASB的简单串联,但在工艺上与单个UASB有着显著的不同,ABR更接近于推流式工艺[4]。ABR反应器独特的分格式结构及推流式流态使得每个反应室中可以驯化培养出与流至该反应室中的污水水质、环境条件相适应的微生物群落[4,6],从而导致厌氧反应产酸相和产甲烷相沿程得到分离,使ABR反应器在整体性能上相当于一个两相厌氧处理系统[5]。一般认为,两相厌氧工艺通过产酸相和产甲烷相的分离,两大类厌氧菌群可以各自生长在最适宜的环境条件下,有利于充分发挥厌氧菌群的活性,提高系统的处理效果和运行的稳定性[7]。Letting教授在预测未来厌氧反应器的发展动向时提出了一个极具潜力和挑战性的新工艺思想,即分阶段多相厌氧工艺(简称SMPA)。

清华大学的黄永恒认真比较分析了SMPA工艺和ABR反应器的性能特点,认为ABR反应器完美的实现了SMPA工艺的思想要点,是一种很有发展前途的高效厌氧反应器。总的来说,ABR反应器具有构造简单、能耗低、抗冲击负荷能力强、处理效率高等一系列优点[5,8,9]。当然,ABR反应器也有其不利的方面。首先,为了保证一定的水流和产气上升速度,ABRR反应器不能太深。其次,进水如何均匀分布也是一个问题[10]。再有,与单级UASB反应器相比,ABR反应器的第一格不得不承受远大于平均负荷的局部负荷,这可能会导致处理效率的下降[4]。
2.2 开发ABR工艺的理论基础
微生态系统理论厌氧处理实际上是借助于不同微生物种群间的协同作用并通过水解酸化(产酸及产乙酸)产甲烷等一系列生物反应将有机无底物转化为无机物的过程(图2)。在此过程中,不仅各类型的微生物对环境条件的要求不同,而且它们通过对不同底物的利用而形成类似于生态系统中的食物链的营养关系,即微生态系统。因而,为使厌氧处理系统持续稳定的运行,需创造适合于不同微生物种群生长的环境条件,使反应过程中物质的转化及能量的流动顺利地进行。因而,两相及多相厌氧反应器(SMPAR,可由一个反应器或多个反应器串联实现,因而它并非特指某个反应器)技术的研究已成为开发新型厌氧反应器技术的生态学基础。
第二阶段为产氢蚕乙酸阶段。在该阶段,产氢产乙酸菌把除乙酸、甲酸、甲醇以为的第一阶段产生的中间产物,如丙酸、丁酸等脂肪酸,和醇类等转化成乙酸和兼性厌氧菌。
第三阶段为产甲烷阶段。在高阶段中,产甲烷菌把第一阶段和第二阶段产生的乙酸、H2、和CO2等转化为甲烷。
1.2厌氧处理工艺的发展概况
废水厌氧生物处理技术发展至今,已有120多年的了。早在1860年法国人LouisMouras把简易沉淀池改进为污水污泥处理构筑物使用。
1890年,Scoot-Moncereff第一个初步的厌氧滤池建造了一个底部空,上边铺一层石子的消化池。这也是第一个初步的厌氧滤池。
1899年Harry W.Clark设计了一个分离的消化器,先把污水沉淀后在厌氧发酵。
1956年Schroefer等人开发成功了厌氧接触法。标志着现代废水厌氧生物工艺的诞生。
1970年Wageningen农业大学的G.lettinga等人成功的开发了升流式厌氧污泥层(UASB)。该反应器具有很高的处理效能,获得广泛应用,对废水厌氧生物处理具有划时代的意义。
1982年McCarty等人认为厌氧生物转盘的转动与否对处理效果影响不大,与是开发了厌氧折流板反应器(ABR)。
这些新颖厌氧处理工艺的不断被开发出来,打破了过去认为厌氧处理工艺处理效能低,需要较高温度、较高废水浓度和较长停留时间的传统观念,厌氧处理是高效能的,可适应不同的温度和不同浓度。
本文将对McCarty等人开发的厌氧折流板反应器详细阐述。
2、ABR反应器
2.1 ABR反应器的工作原理及特点
ABR反应器是由美国Sstanford大学的McCarty等人[2,3]于80年初提出的一种高效新型厌氧反应器.如图1所示,ABR反应器内设置若干竖向导流板,将反应器分隔成串联的几个反应室,每个反应室都可以看作一个相对独立的上流式污泥床系统(简称USB),废水进入反应器后沿导流板上下折流前进,依次通过每个反应室的污泥床,废水中的有机基质通过与微生物充分的接触而得到去除[4]。借助于废水流动和沼气上升的作用,反应室中的污泥上下运动,但是由于导流板的阻挡和污泥自身的沉降性能,污泥在水平方向的流速极其缓慢,从而大量的厌氧污泥被截留在反应室中[5,6]。由此可见,虽然在构造上ABR可以看作是多个UASB的简单串联,但在工艺上与单个UASB有着显著的不同,ABR更接近于推流式工艺[4]。ABR反应器独特的分格式结构及推流式流态使得每个反应室中可以驯化培养出与流至该反应室中的污水水质、环境条件相适应的微生物群落[4,6],从而导致厌氧反应产酸相和产甲烷相沿程得到分离,使ABR反应器在整体性能上相当于一个两相厌氧处理系统[5]。一般认为,两相厌氧工艺通过产酸相和产甲烷相的分离,两大类厌氧菌群可以各自生长在最适宜的环境条件下,有利于充分发挥厌氧菌群的活性,提高系统的处理效果和运行的稳定性[7]。Letting教授在预测未来厌氧反应器的发展动向时提出了一个极具潜力和挑战性的新工艺思想,即分阶段多相厌氧工艺(简称SMPA)。

2.3 ABR反应器的类型
ABR反应器自从80年代初诞生以来,科研人员为了进一步提高它的性能或者处理某些特别难降解的废水,对它进行了不同形式的优化改造。各种形式的ABR反应器见图2。
ABR反应器自从80年代初诞生以来,科研人员为了进一步提高它的性能或者处理某些特别难降解的废水,对它进行了不同形式的优化改造.各种形式的ABR反应器见图2。1981年, Fannin等人[11]为了提高推流式反应器截留产甲烷菌群的能力,在推流式反应器中增加了一些竖向挡板,从而得到了ABR反应器的最初形式(图2(B)).结果表明,增加了挡板后,在COD容积负荷PT=1.6kg\m-3d-1的条件下,产气中甲烷的含量由30%提高到了55%。Bachmann和McCary[2]研究了图2(A)所示反应器的性能。 Bachmann等人分别研究了减少降流区宽度及导流板增加折角对反应器性能的影响。研究发现,虽然经过改造后,其处理效率和甲烷的产率都得到了提高,但是产生的沼气中甲烷的含量却减少了。一般认为,减少降流区宽度可以使更多的微生物集中到主反应区-升流区内,而导流板增加折角可以使水流流向升流区的中心部分,从而增加水力搅拌作用。
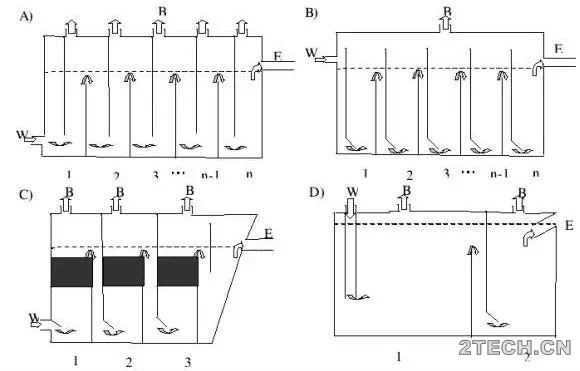
为了提高细胞平均停留时间以有效的处理高浓度废水, Tilche和Yang等人[12]于1987年对ABR反应器做了较大的改动(图2(C)),主要体现在:1.最后一格反应室后增加了一个沉降室,流出反应器的污泥可以沉积于此,再被循环利用;2.在每格反应室顶部加入复合填料,防止污泥的流失;3.气体被分格单独收集,便于分别研究每格反应室的工作情况,同时也保证产酸阶段所产生的H2不会影响产甲烷菌的活性。 Boopathy和Sieber[13]在利用ABR反应器处理养猪场废水时,为了降低水流的上升速度,从而减少污泥的流失,设计了一种两格的ABR反应器(图2(D)),其第一格的体积是第二格的两倍。第一格体积的增大不仅可以减少水流的上升速度,而且还可以使进水中的悬浮物尽可能多的沉积于此,增加了悬浮物的停留时间。Boopathy将这种经过改造的ABR反应器与另一种等体积的三格ABR反应器进行了对比研究。结果表明,改造后的两格ABR反应器的污泥流失量大大减少,但处理效率却不升反降。
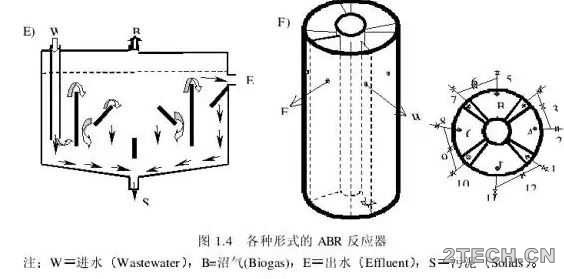
水平折板式厌氧反应器是由Yang和Chou[14]于1985年提出的一种新型ABR反应器(图2(E))。Yang等人对水平折板式厌氧反应器处理养猪场废水进行了研究。研究发现,此种反应器可以有效的实现固液两相的分离并且具有占地面积小、操作简单、成本低等特点,适合处理养猪场废水这类悬浮固体浓度高的有机废水。最新型的ABR反应器是由Skiadas和Lyberatos[15]于1998年开发出的周期性折流式厌氧反应器(简称PABR)。PABR的结构见图2(F)所示(图2(F)-a为PABR的三维轴测图,图2(F)-b为PABR的俯视图)。PABR由两个同轴圆柱体构成,内外圆柱体之间的圆环体区域被竖向导流板分隔成若干横截面为扇形的封闭式反应区(俯视图中两条粗黑线所夹的扇形区域),每个反应区由底部连通的升流区(⊙)和降流区(×○)组成,相邻的区域通过外部的配水管相连。下面将结合图2(F)说明PABR的工作情况。若区域A为进水区,区域D为出水区,则阀门1、3、6、9、11开启,2、4、5、7、8、10、12关闭,进水先由1进入区域A的降流区,再从底部进入区域B的升流区,出来后流经3进入区域B,再依次经由6、C、9、D,最后从11流出。若区域B为进水区,则区域A为出水区,阀门4、6、9、12、2开启,阀门5、7、8、10、11、1、3关闭,水流经过的路线可同理得出。PABR实际工作时,通过周期性的切换各阀门的启和闭,则A、B、C、D四个区域交替作为进水区和出水区。在一个操作周期T内,若反应区数为N,则每个反应区作为进水区和出水区得时间分别为T/N。考虑两个极端情况。若操作周期T为无穷大(不切换),则PABR就是一个普通的ABR反应器;若操作周期T为0(极其频繁的切换),则PABR变成了一个UASB反应器。因此,Skiadas等人认为PABR最大优点是它的操作灵活性,即可以根据进水浓度和流量的变化来选择不同的操作周期,使PABR工作在最适合的状态下,以达到最佳的处理效果。不同形式的ABR反应器极大的丰富了ABR研究的内容,实际研究工作时可以根据各自的需要选择合适的ABR反应器。
2.4 ABR反应器特点
2.4.1 ABR反应器的水力特性
反应器的水力特性及其内部的混合程度决定着废水中基质与反应器中微生物的接触情况,从而影响整个反应器的处理效果。不同的研究成果均说明了ABR反应器具有良好的水利条件及较低的死区百分率。Grobick和Stuchey[16]利用示踪响应方法研究了不同水力停留时间、不同污泥浓度、不同分格数的ABR反应器的水力特性和死区百分率。结果表明,在清水条件下ABR反应器的死区百分率(水力死区)非常低,通常在1%~18%范围内;实际运行条件下,ABR反应器死区百分率(水力死区+生物死区)的范围在5%~20%之间。实际运行时,反应器的死区空间可以分为水力死区和生物死区。水力死区随着水力停留时间及反应器结构的不同而变化, 水力停留时间减少则水力死区增加。生物死区与污泥浓度、气体产率及水力停留时间有关。水力停留时间减少则生物死区也随之减少。水力死区和生物死区随水力停留时间相反的变化关系表明:死区百分率与水力停留时间无明显的相关关系。 Grobick等人认为ABR反应器可以看作一系列串联的完全混合反应器(CSTRs)的组合,并且各级之间基本不存在返混现象。在单个反应室内,ABR的水力特性接近于完全混合式,但从整体上看则近似于推流式,且分格数越多,ABR的水力特性越接近于推流式。
天津大学的郭静等人[17]在污泥浓度为定值时测定了ABR反应器在不同水力停留时间下的水力特性。结果表明,随着水力停留时间的减少,ABR内的死区百分率也随之减少。郭静等认为这主要是生物死区减少的结果。通过对离散数D/μL的计算,得出下列结论:ABR反应器介于理想推流式和完全混合式之间,且随着水力停留时间的增大,离散数减小,ABR向理想推流式过渡。郭静等人的结果与Grobick等人[16]的结果有矛盾的地方。清华大学的黄永恒[18]对ABR的水力特性进行了较为系统的研究。黄永恒认为Levenspiel方法不适于定量计算ABR反应器的死区百分率,但Levenspiel方法可作为一种定性的方法来反映ABR反应器死区百分率的相对大小。黄永恒还用数值方法完成了CSTRs模型、近似推流模型G和模型D以及Levenspiel模型的液龄分布分析,指出近似推流模型G可以较好的模拟ABR反应器在实际运行状态下的流态。目前关于ABR反应器水力特性的研究还远远不够,一些很重要的因素还没有被考虑进去,如产气速率的影响、污泥颗粒大小的影响以及由于细胞外部聚合物的生成而带来的粘度的影响等。
2.4.2 良好的微生物种群分布
ABR反应器中不同隔室内的厌氧微生物易呈现出良好的种群分布和处理功能的配合,不同隔室中生长适应流入该隔室废水水质的优势微生物种群,从而有利于形成良好的微生态系统。例如,在位于反应器前端的隔室中,主要以水解和产酸菌为主(McCarty和Nachaiyasit的研究表明,在ABR的第一个隔室中以产丁酸菌为主),而在较后的隔室中则以甲烷菌为主。其中随隔室的推移,由甲烷八叠球菌为优势种群逐渐向甲烷丝菌属、异养甲烷菌和脱硫弧菌属等转变。这种微生物种群的逐室变化,使优势种群得以良好地生长,并使废水中污染物得到逐级转化并在各司其职的微生物种群作用下得到稳定的降解。笔者利用ABR反应器处理城市垃圾填埋场渗滤液与城市污水混合废水的研究亦观察到相同的结果。
2.4.3 工艺简单,投资少,运行费用较低
ABR法设计简单,没有活动部件,同传统的厌氧消化池相比,无需机械搅拌装置,也不需额外的澄清沉淀池。同UASB和FA相比,ABR法不需要昂贵的进水系统,也不需要设计复杂的三相分离器。因此,ABR法的投资少,运行费用较低。
2.4.4 耐冲击负荷,适应性强
由于折流板良好的滞留微生物的能力和污泥良好的沉降性能,再有ABR中的微生物环境具有良好的生物级配,ABR对冲击负荷的适应性很强。D.C.Stuckey的研究表明,不论是对水力冲击负荷还是对有机冲击负荷,ABR均有良好的适应性。因此ABR法对于处理流量和浓度变化较大的工业废水有很好的应用前景。
2.4.5固液分离效果好,出水水质好
厌氧生物团絮凝同好氧活性污泥法的模式类似,是由细菌对基质的有限浓度引起,F/M值对其有重要影响。低F/M值有利于生物絮凝,沉降加快,出水悬浮固体浓度低。ABR的分格构造和水流的推流状态,使得F/M随水流逐渐降低,在最后一隔室内F/M最低,且产气量最小,最有利于固液分离,所以能够保证有良好的出水水质。
|
© 声明:本文仅表作者或发布者个人观点,与环保之家[2TECH.CN]无关。其原创性及陈述文字、内容、数据及图片均未经证实,对本文及其全部或部分内容、图片、文字的真实性、完整性、及时性本站不作任何保证或承诺,仅做参考并自行核实。如有侵权,请联系我们处理,在此深表歉意。
|


 楼主
楼主 10~1)
10~1)


![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/26/26edfcc068c2e848c8d8a8121831a5c9.jpg)

![[报告]2021年世界水发展报告执行摘要 下篇](data/attachment/block/21/215be821e512fdc16636ad656b4f7e23.jpg)


![[报告]2021年世界水发展报告执行摘要 上篇](data/attachment/block/8e/8e28e46df3c3a206beef50782485f88a.jpg) [报告]2021年世界水发展报告执行摘要 上篇
[报告]2021年世界水发展报告执行摘要 上篇 深度:关于内回流,你应该知道的!
深度:关于内回流,你应该知道的! 污泥热水解消化工艺的性能与成本解析
污泥热水解消化工艺的性能与成本解析 实践:化学氧化+化学还原/固化稳定化协同修
实践:化学氧化+化学还原/固化稳定化协同修 案例:广州京溪污水厂地下式MBR工艺应用
案例:广州京溪污水厂地下式MBR工艺应用 混凝澄清常用设施及调运
混凝澄清常用设施及调运